Research to Action—Improvement of Engine Availability
A MineCare® customer shares how they significantly increased engine availability through early detection of injector malfunction.
LOCATION
Minera Escondida – Atacama Desert, Northern Chile
OBJECTIVE
Reduce haul truck downtime through early detection of injector malfunction.
RESULTS
4% increase in engine availability

Challenge
Minera Escondida is the highest producing copper mine in the world. In the year 2008, they produced 1,255,019 metric tons of fine copper, approximately 23.5% of Chilean production. Clearly, any engine downtime results in huge production losses, and a significant portion of their engine downtime was attributed to high exhaust temperatures. Routine Engine Control Unit (ECU) and engine failure reports often displayed recurrent “High Exhaust Temperature” alarms. Such recurrent alarms are typically used to indicate premature engine failure, prompting reactive maintenance organizations to immediately schedule preventative action. But these alarms require the temperature of either bank to exceed 1400°F, which means that engine malfunction is likely already occurring—without the operator’s knowledge.
Earlier indicators were needed to provide warnings that could prevent substantial, critical failure.
Solution
The Condition Monitoring Group at Minera Escondida used their MineCare system to predict premature engine failure prior to OEM vital signs alarms. Their maintenance crews were able to proactively correct issues and prevent high operating temperatures within the engine, resulting in a substantial improvement in engine availability across their truck fleet.
“The MineCare system supports our work with multiple equipment manufacturers and technologies, allowing BHP Escondida to establish new business practices that deliver continuous maintenance improvement.”
– Eduardo Carvajal Izquierdo
Minera Escondida Limitada
Methodology
For this study, two diesel engine models were monitored. Exhaust temperature data was collected only while the engine was under maximum load, identified by the following constraints:
| Constraint | Caterpillar 3516 | Caterpillar 3516 |
|---|---|---|
| Engine Load | > 95% | > 95% |
| Engine Speed | > 1700 RPM | > 1700 RPM |
| Payload | > 300 tons | > 200 tons |
Figure 1: These values are representative of actual mining environments and are within the bounds of Caterpillar’s recommended operating conditions.
One Caterpillar 3516 V-16 diesel engine monitored during this case study was maintained on a scheduled basis but was identified as having exhaust temperature deltas exceeding 50°C, which is greater than OEM limits.
Analysis of cylinder temperature data while the engine was under 100% load in normal operating conditions revealed problems with injectors 3, 4, 13 and 15.
All four were subsequently replaced, resolving the exhaust temperature delta issue.
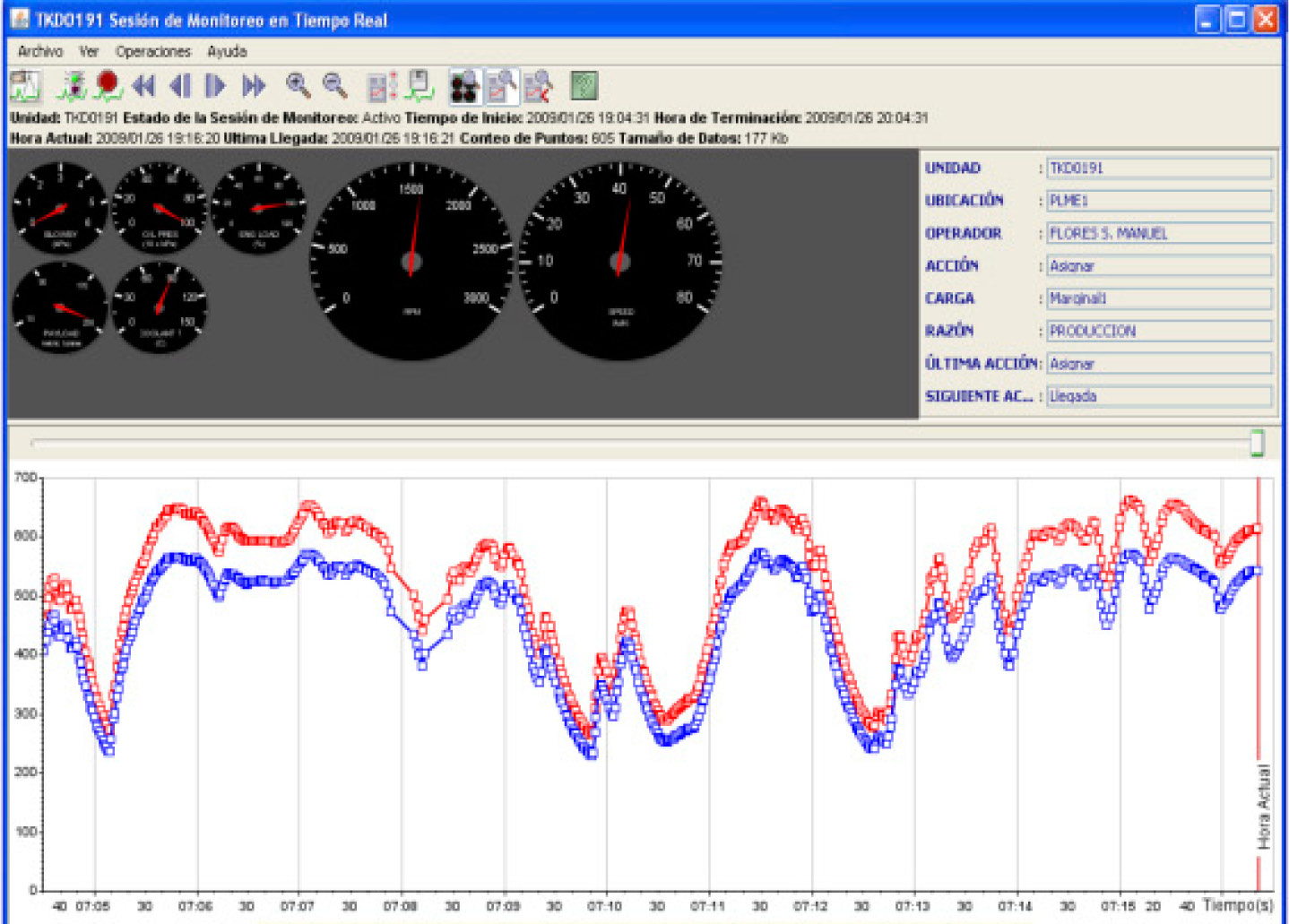
Figure 2: Exhaust temperature difference before the injector was replaced.
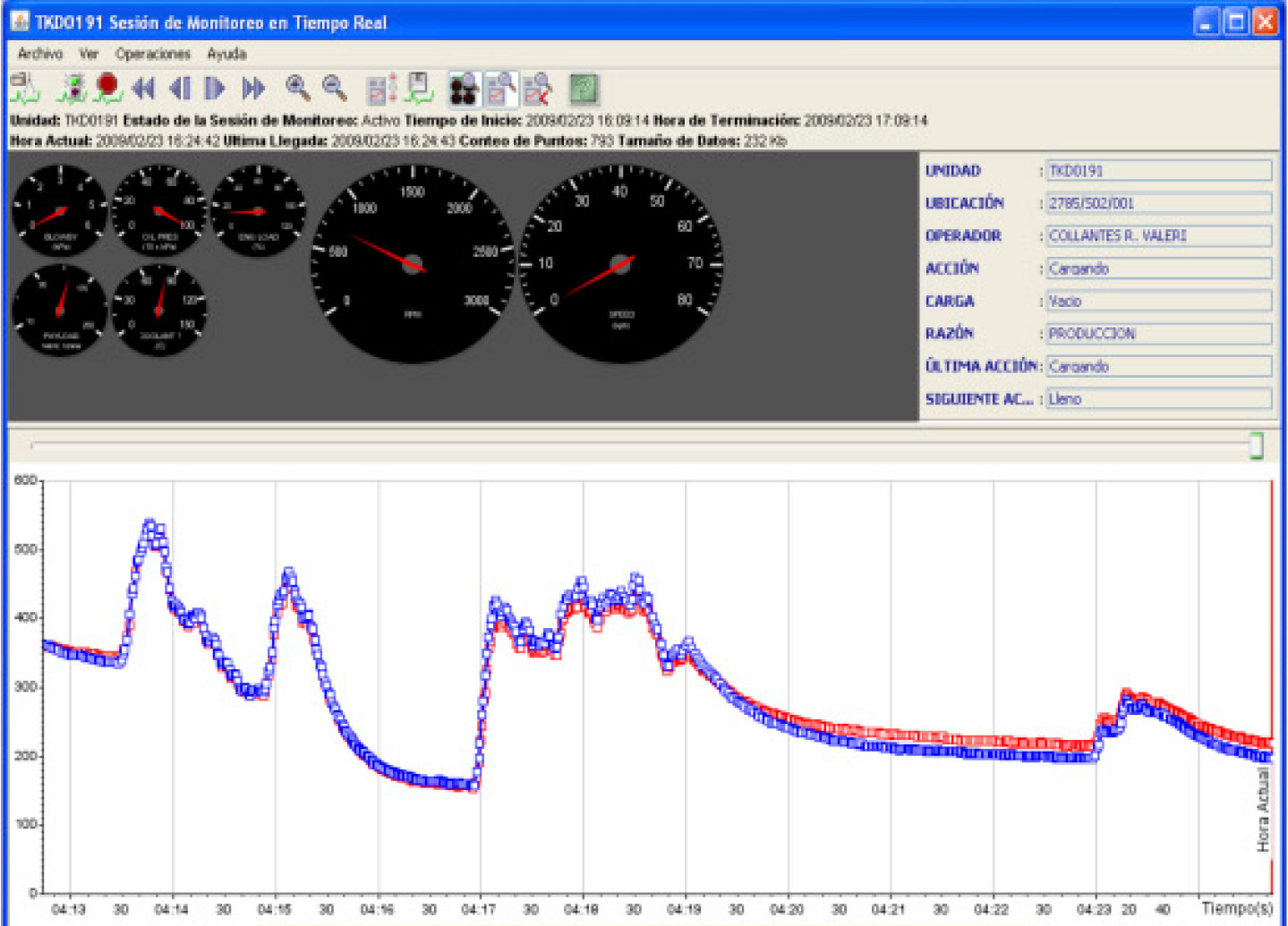
Figure 3: Exhaust temperature difference after the injector was replaced.
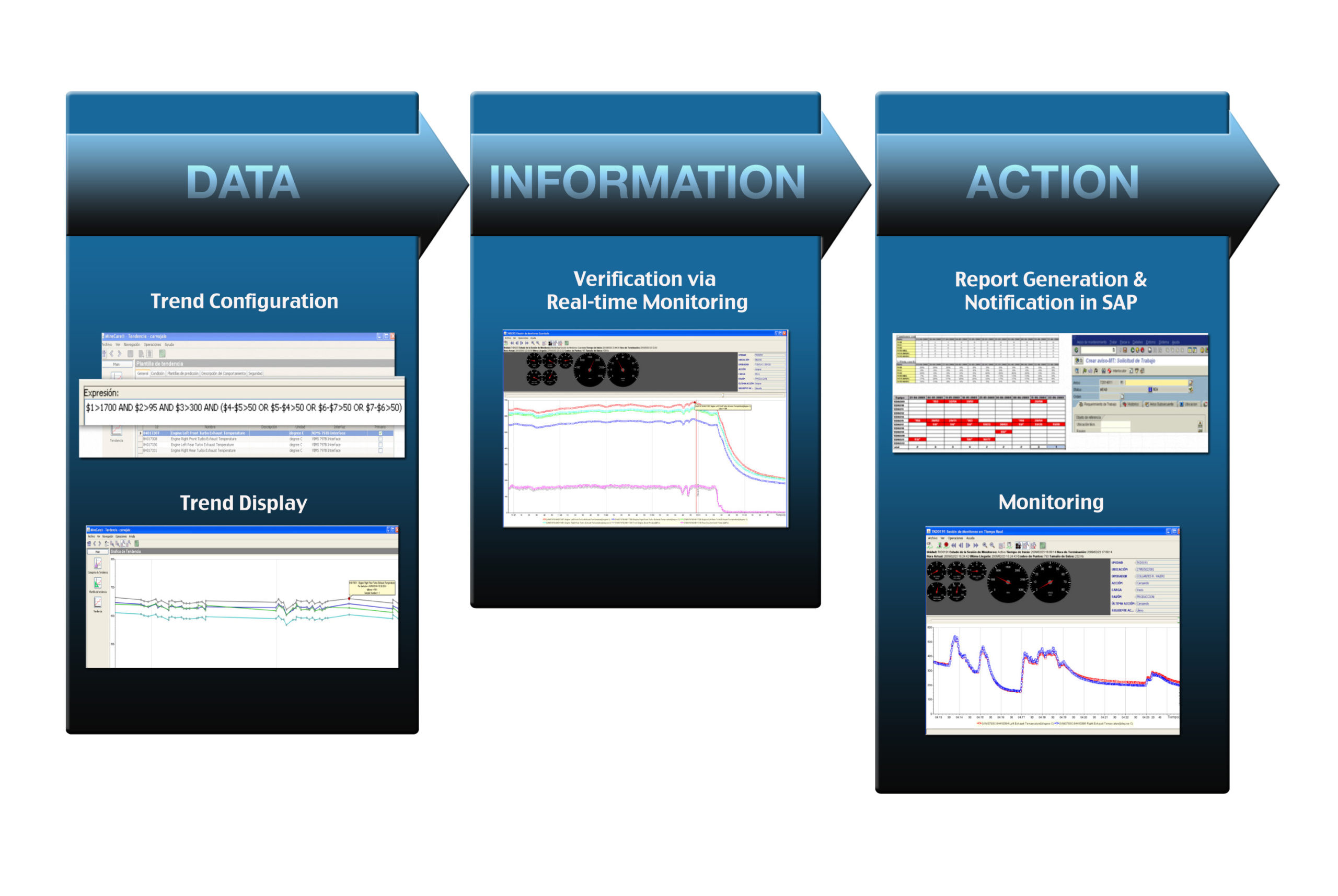
Figure 4: Data 🠢 Information 🠢 Action being effectively incorporated
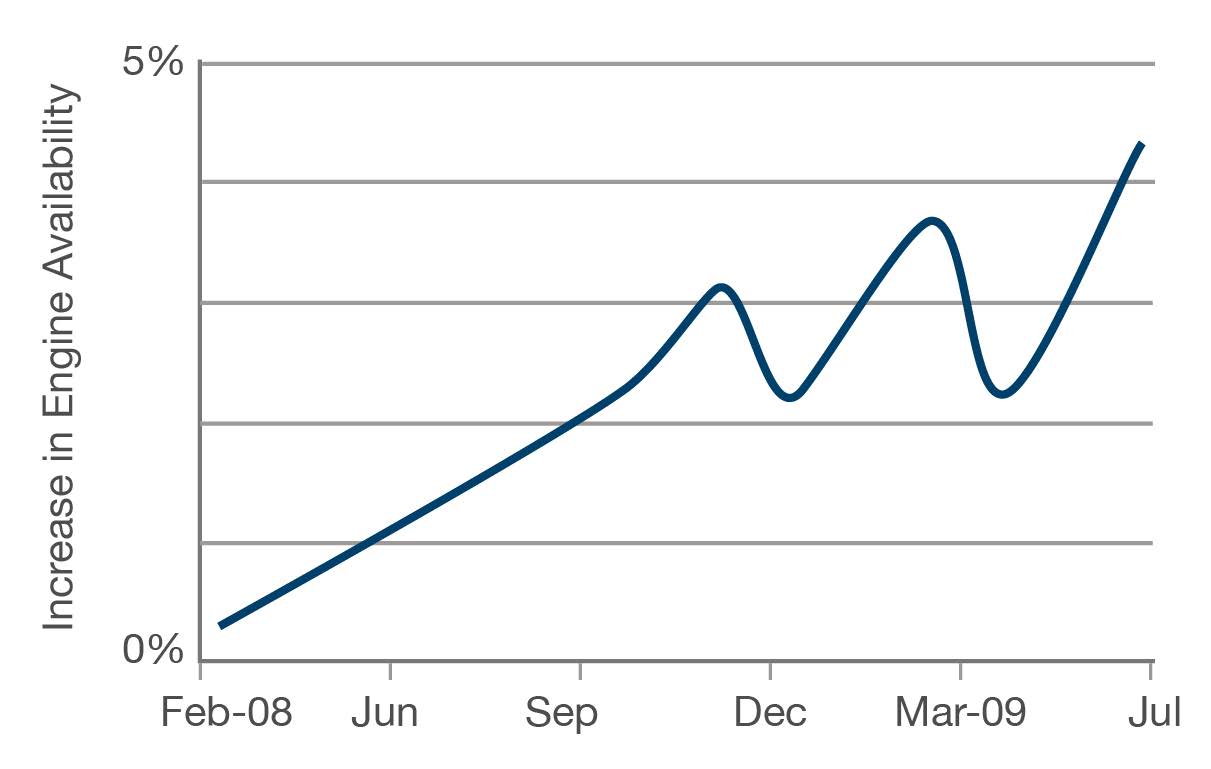
Figure 5: Over a year, more than 300 faulty injectors were replaced. As a result, engine availability on Minera Escondida’s Cat 797B fleet has increased by 4%.
Conclusion
The Condition Monitoring Group at Minera Escondida has demonstrated how their organization uses real-time MineCare data to proactively regulate maintenance schedules and increase haul truck engine availability by over 4%. As shown in the truck temperature example, visually monitoring real-time data makes better maintenance decisions, allowing greater availability. Through their commitment to predictive maintenance, Minera Escondida is now one step closer to haul truck capacity assurance.
