Remote component monitoring helps Peruvian mine improve MTBF and reduce unplanned maintenance
A large, open pit mine in Peru implemented Modular Mining’s MineCare® Maintenance Management system and related RemoteCare™ service in 2015 to help reduce the frequency and quantity of unexpected “down” equipment events. The MineCare system enables the mine to approach asset health management more proactively by monitoring component condition in real time. The RemoteCare service provides dedicated MineCare experts to remotely establish and monitor the custom and OEM-provided alerts generated by their fleet.
Prior to the Covid-19 outbreak in 2020, the RemoteCare team monitored the mine’s equipment from an office hundreds of kilometers away. Today and until they can resume in-office operations, the team monitors the mine, in real time, from their individual home offices – serving to prove that such remote capabilities can drive superior maintenance practices, regardless of proximity.
Since initial implementation on nearly 100 of its trucks, the mine has increased its mean time between failure (MTBF) by more than 53% (figure 1). Similarly, the mine has reduced its unscheduled maintenance in those trucks by nearly 21% (figure 2) during this period through use of the MineCare system and RemoteCare service.
LOCATION
A large, open-pit mine in Peru
GOAL
Improve MTBF and overall maintenance practices through proactive remote component monitoring
RESULTS
- Increase in MTBF of more than 53%
- Reduction of unplanned maintenance by 21%
Mean Time Between Failure (MTBF)
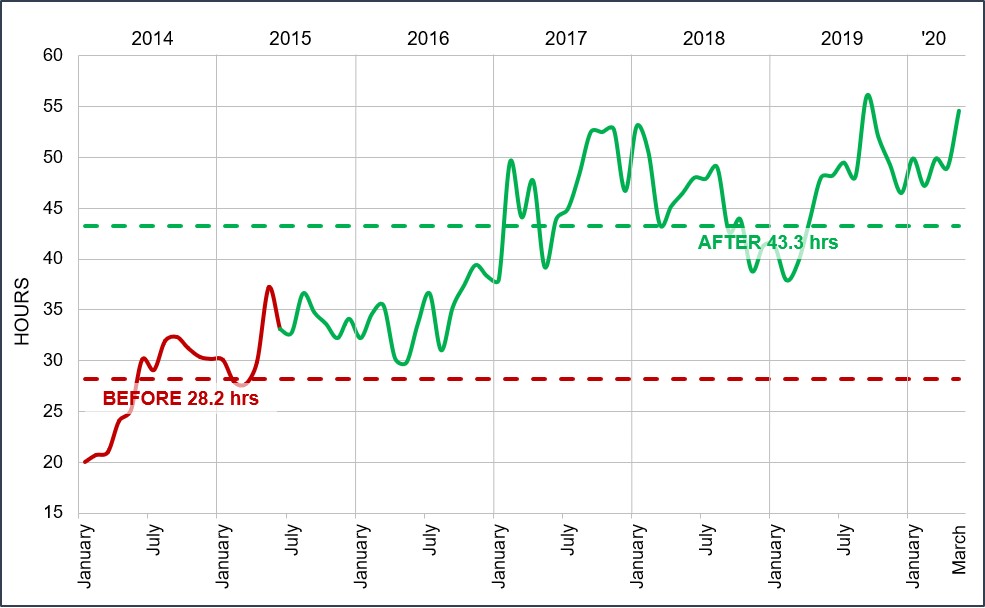
Figure 1. The mine’s mean time between failure (MTBF) increased by more than 15 hours (53%) after implementing the MineCare system and RemoteCare service
Planned vs. Unplanned Maintenance
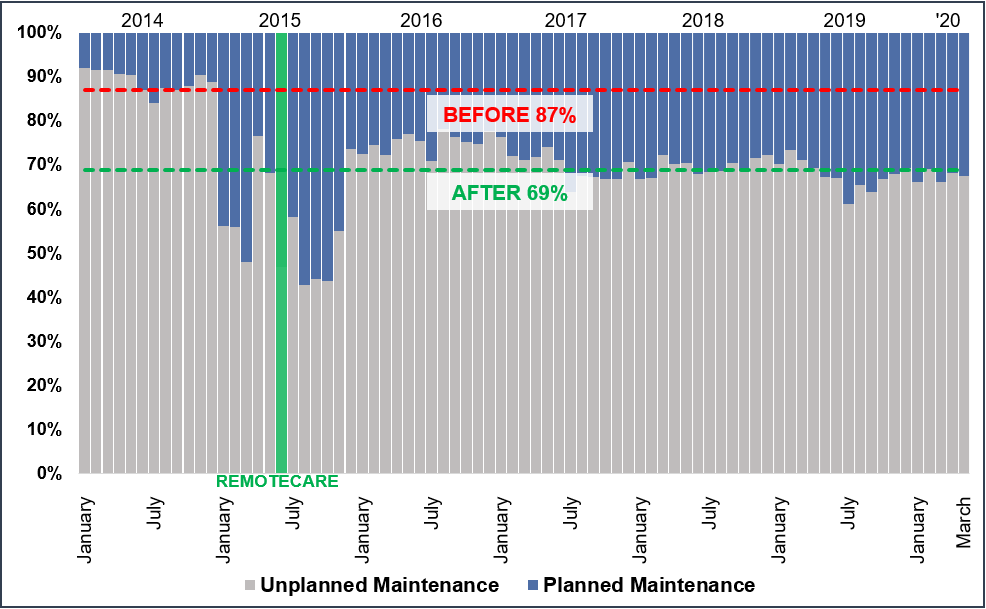
Figure 2. Unscheduled maintenance decreased by nearly 21% after implementing the MineCare system and RemoteCare service
Several recent examples of the successes that contributed to this value are provided in more detail below.
Case Study 1: Early identification of failing head gaskets prevents US$250,000 in engine replacement and downtime cost

Challenge
RemoteCare analysts monitoring the equipment at the mine received an alert about a drop in coolant pressure in the engine of one of their haul trucks. Given the potential for complete engine failure if overheating were to ensue, the RemoteCare staff immediately started remotely troubleshooting the issue to diagnose its root cause.
Solution
The mine’s maintenance team and RemoteCare personnel had previously worked together to establish precautionary and critical coolant pressure limits for the haul trucks and other equipment units. When the MineCare system detected a drop below this precautionary threshold, it sent an alert, in real time, to the RemoteCare team, who started troubleshooting its possible cause and monitoring the real-time condition of other potentially impacted components.
After verifying the alert’s validity, the analyst remotely leveraged the data from the MineCare system to identify a downward trend in coolant pressure, indicating a possible leak in a cylinder head gasket.
The analyst quickly generated a report (figure 3), which was immediately sent to the mine’s maintenance technicians in route to conduct a field inspection. To confirm the potential leaking head gasket diagnosis, the RemoteCare analyst also recommended the mine review the truck’s oil samples, looking
specifically for an increase in glycol or sodium.
During inspection, the mine’s maintenance technician identified a critical leak in cylinder head gaskets 7 and 8 in the engine’s left bank.
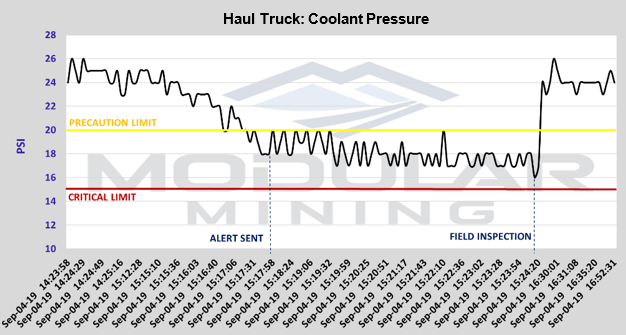
Figure 3. The RemoteCare analyst leveraged data from the MineCare system to generate a report for the site’s maintenance technicians, which identified a drop in the engine’s coolant pressure below the allowable and configurable threshold.
Considering the potential for engine damage if additional leaky gaskets went undetected, the maintenance technician was then directed to inspect the engine’s remaining cylinders, and found slight leaks in cylinders 1 and 2, with additional head gasket damage to cylinder 4 (which was found to be caused by corrosion from coolant leakage). The technician added more coolant to the engine, which temporarily improved the pressure and allowed the truck enough time to get to the maintenance bay for a more permanent repair.
Results
Had the truck continued running with low coolant levels, catastrophic engine failure would have likely occurred as a result of overheating. Leveraging the MineCare system’s real-time monitoring and user-defined alarms to identify potential issues early, in conjunction with the expertise of the RemoteCare service analysts, helped prevent approximately $250,000 (US) in parts and downtime to replace the engine. Typical mine sites experience alarms indicating potential head gasket issues at least once a month on average; extrapolated over the course of a year, this savings can equate to more than $3 million annually.
Case Study 2: Early detection reduces unplanned maintenance
Challenge
The RemoteCare team received an alert from the MineCare system about frequent low exhaust temperature events in cylinder 9 of the right bank of a haul truck (figure 4).
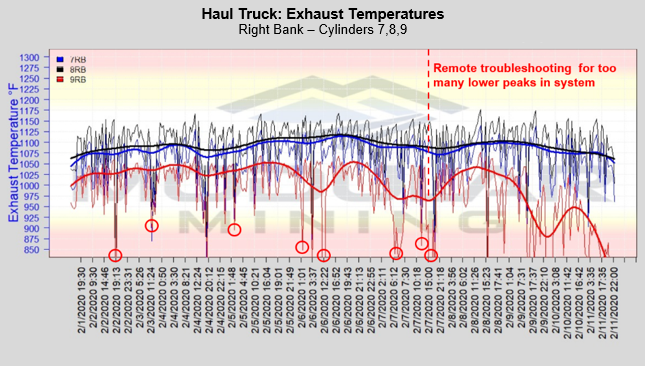
Figure 4. The RemoteCare report identified a high number of events in which the exhaust temperatures declined sharply
Solution
The RemoteCare analyst immediately leveraged the MineCare system’s real-time and trend monitoring capabilities to diagnose a potential failure in the truck’s temperature sensors. In addition to producing both OEM-generated and custom, user-defined alarms to help miners identify potential component abnormalities, the system enables the mine’s maintenance department to prioritize necessary maintenance activities based on component condition criticality.
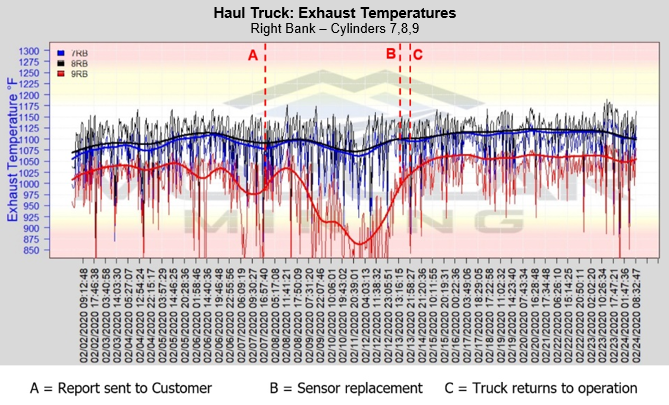
Figure 5. The RemoteCare analyst leveraged data from the MineCare system to generate a report for the site’s maintenance technicians, which identified a drop in the engine’s coolant pressure below the allowable and configurable threshold.
By scheduling lesser-severe component repair or replacement needs for a more opportune time, the mine can favorably shift their ratio of planned-to-unplanned maintenance to enable a more proactive maintenance approach.
Conversely, an equipment unit that triggers a more critical alarm can be removed from the circuit and assigned for immediate repair to prevent damage to other components. Recognizing that a temperature sensor malfunction is a lesser-critical alarm, and therefore did not yet require immediate attention, the analyst recommended an inspection during the next scheduled maintenance cycle.
When the truck was sent to the maintenance bay a few days later for its scheduled maintenance, crews confirmed the damaged temperature sensor; after replacing the sensor, the truck was returned to the haul cycle and its exhaust temperatures recovered (figure 5).
Results
By identifying the faulty temperature sensor before its malfunction resulted in damage to other engine components, and scheduling its repair for the next maintenance cycle, the MineCare system and RemoteCare analyst helped the mine favorably shift its ratio of scheduled vs. unscheduled maintenance.
If the mine had relied on the truck’s OEM sensor alone to identify this failing component, its deterioration would have likely progressed to the point of extensive engine damage, incurring significantly higher costs for unplanned repair and longer downtime. Unscheduled maintenance can cost 3-10 times more than scheduled, so identifying such deteriorating component conditions early, and scheduling their repair or replacement for an opportune time, provides a significant opportunity for cost savings and minimal downtime.
Electric haul trucks have a high potential for unscheduled maintenance as a result of the various electrical components that asset health systems like MineCare cannot control.
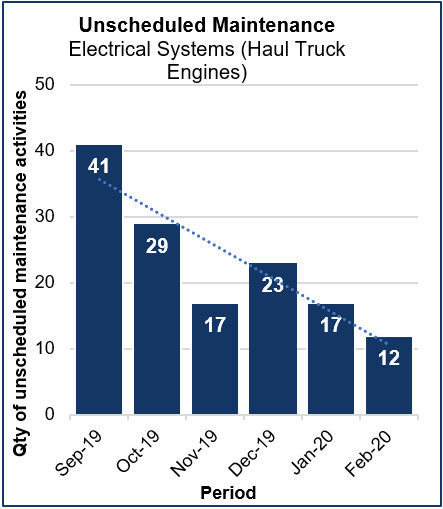
Figure 6. Unscheduled maintenance decreased by nearly 71% from September 2019 to February 2020
To help the mine avoid future breakdown events related to the truck engines’ electrical systems, the RemoteCare analyst monitored the condition of those components and compiled a historical report of the related unscheduled maintenance activities from September 2019 through February 2020. At the end of the period, the proactive, real-time monitoring enabled by the RemoteCare team and MineCare system had helped the mine reduce their unscheduled maintenance by nearly 71% (figure 6).
Case Study 3: Increase in truck fuel system availability

Challenge
To identify opportunities for additional machine performance improvements, the RemoteCare analyst tracked the mine’s engine availability over a period of 8 months. After grouping engine breakdowns by 6 general system types (fuel, block, electronic (i.e. ECM and other complex modules), cooling, electrics/wiring (including fuses, bulbs, wiring, etc.), and “others”), the RemoteCare analyst identified that 26% of all engine failures, on average, were the result of a breakdown in the fuel system.
Solution
The RemoteCare analysts leveraged the MineCare system to develop and monitor automatic diagnostic trends and OEM events related to the following fuel system failure modes:
| Engine System | Failure Mode | MineCare Application |
|---|---|---|
| Fuel system | Damaged fuel injector | MineCare Trends |
| Fuel system | Damaged exhaust gases temperature sensor | MineCare Trends |
| Fuel system | Low fuel level | MineCare Trends |
| Fuel system | Damaged fuel injector | MineCare Trends |
| Fuel system | Fuel system restriction | OEM Events |
Monitoring these failure modes in real time allowed the RemoteCare analysts to identify potential breakdowns before they occurred.
Efficient communication with the on-site maintenance team facilitated quick replacement of the affected fuel system component, enabling the trucks to return to their circuits faster.
Results
After the December 2019 implementation of the new MineCare fuel system alerts, and in the months that followed, the RemoteCare team helped the mine increase their average fuel system availability by 0.12%, from 99.75% to 99.87% (figure 7). This figure translates to a reduction in fuel system breakdowns of 38%; additionally, these breakdowns contributed only 16% of all engine breakdowns (on average) from January-April 2020, vs. 26% (on average) from May-December 2019 (figure 8).
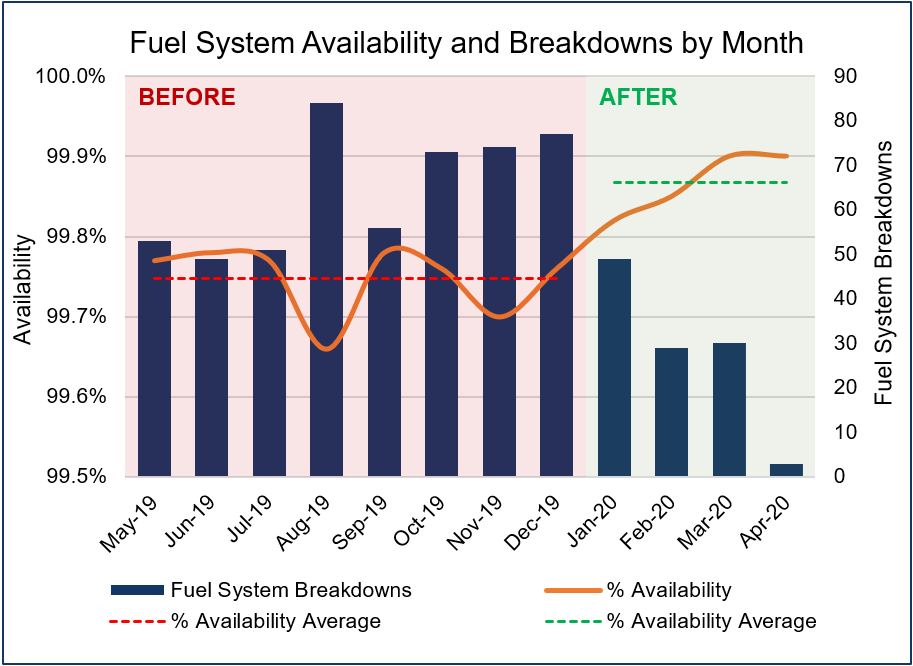
Figure 7. The new fuel system monitoring parameters helped the mine increase its fuel system availability, correlative to a decline in system breakdowns
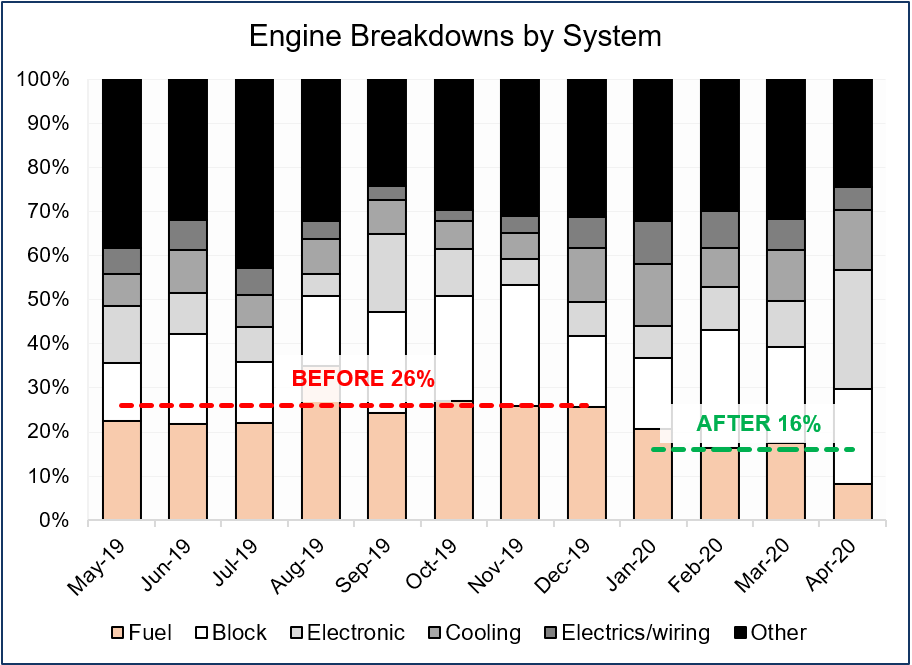
Figure 8. The percentage of engine breakdowns as a result of fuel system failures has declined by 38%.
Conclusion
By replacing the mine’s previous FMS with the DISPATCH system’s superior algorithms and material blending capabilities, and by implementing the ProVision high-precision machine guidance system on the mine’s loading units, Modular Mining’s personnel and technologies came together to provide the total solution needed.
Each of these failure modes is relatively common to mining equipment. Whether a mine is operating full steam ahead, or production is restricted as a result of a pandemic or other circumstance, remote monitoring can provide the asset health foresight needed to keep moving forward. Establishing and monitoring such parameters as coolant pressure, exhaust temperatures, and fuel system failures, among others, has enabled this mine to adopt a more proactive asset health approach. Since their implementation in 2015, Modular Mining’s RemoteCare experts and MineCare system have enabled the mine’s maintenance teams to troubleshoot and repair issues faster, in a more scheduled manner, helping to reduce costs and drive productivity.
