The ROI of Proactive Maintenance
A Modular Mining customer shares how they realized a return of months, not years, on their MineCare system investment
With continuous equipment use in a demanding environment, unexpected failures are likely to occur despite implementing a rigorous maintenance schedule. Scheduling preventive maintenance without a predictive maintenance program can reduce equipment failures at the cost of decreased equipment availability. Early detection of and response to signs of component degradation can often mean the difference between a simple low cost fix and expensive unplanned shop repair with extended downtime. This MineCare customer realized substantial cost savings by proactively identifying degradation in equipment performance and avoiding costly catastrophic failures.
OBJECTIVE
To reduce maintenance costs and downtime by predicting haul truck component failure
OUTCOME
Maintenance cost savings of $1.25 million, or $14,680 per truck, per year

Solution
The MineCare asset health monitoring system examines thousands of vehicle health events and parameters in real time, notifying asset health specialists to troubleshoot abnormalities remotely. Personnel are able to quickly assess the health of the equipment, schedule maintenance, and notify mine operations of the ongoing situation to minimize the impact on production.
Additionally, the MineCare system provides long term trend analysis of raw interface parameter data, warning the asset health expert of conditions against pre-defined specifications. This enables maintenance teams to identify and correct sub-optimal vehicle performance or poor operator behavior.
“The MineCare system supported maintenance cost savings of more than $1 million through the active monitoring and management of our mobile equipment assets, not including lost production time.”
– Aaron Carter, Asset Health Specialist
Methodology
After analyzing 22-months of maintenance data across their entire truck fleet, maintenance experts discovered that a total of 125 maintenance activities initiated by a MineCare notification could be classified as “saves”. The maximum avoided cost of each event was estimated as the cost of an untreated symptom resulting in a catastrophic failure less the cost of a maintenance activity initiated by the MineCare system.
Rather than using worst-case scenario as a benchmark for ROI, the maximum costs were multiplied by a “failure cost recovery factor”, which considered the remaining component life and its warranty value, the probability of failure, and the probability of detection by another means.
Typical Open-pit Equipment Costs
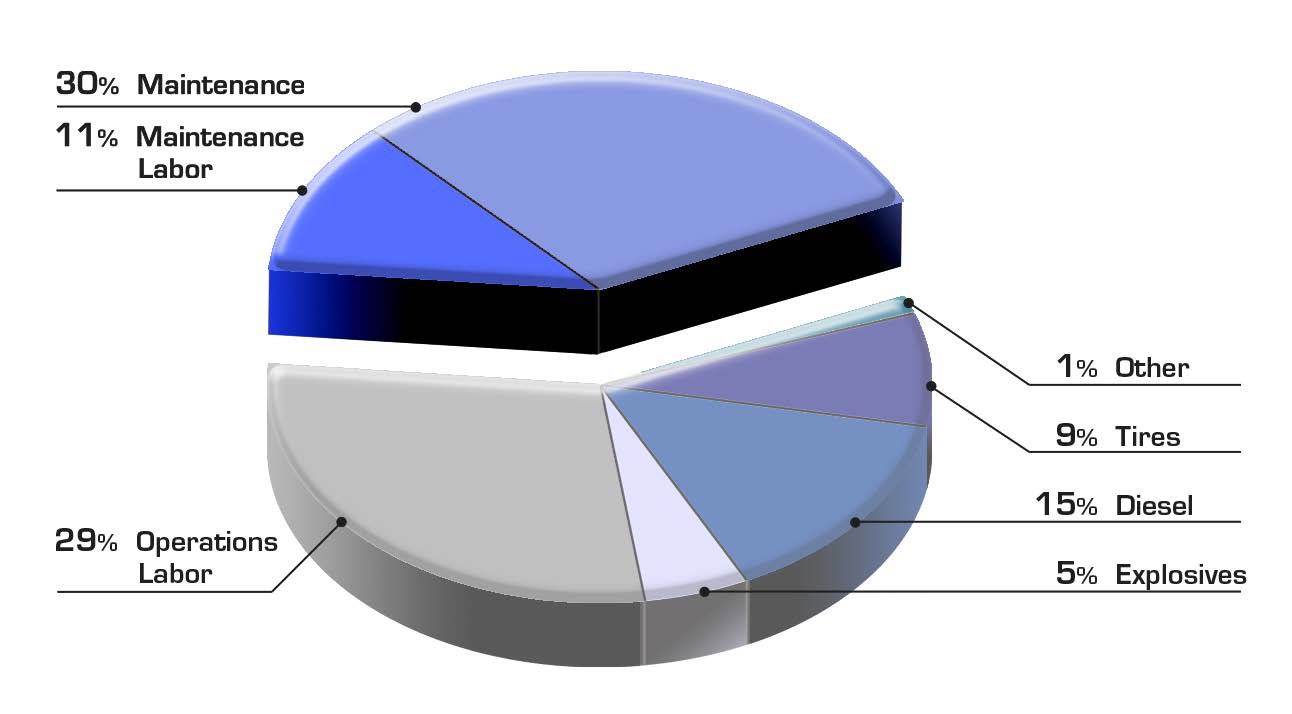
Figure 1: According to a study by K. Mobley, 41% of open pit equipment costs are maintenance-related.
Results
After the study, by conservative estimates, the customer reported impressive maintenance cost savings in excess of $1.25 million per year. These savings are directly attributable to their use of the MineCare system as part of an overall commitment to a proactive maintenance philosophy.
“Cost Avoidance is not considered true accounting dollars, but we know from our savings that a couple large saves with the MineCare system immediately pays back the purchase of the system.”
— Modular Mining customer
Cumulative Cost Savings Over Time
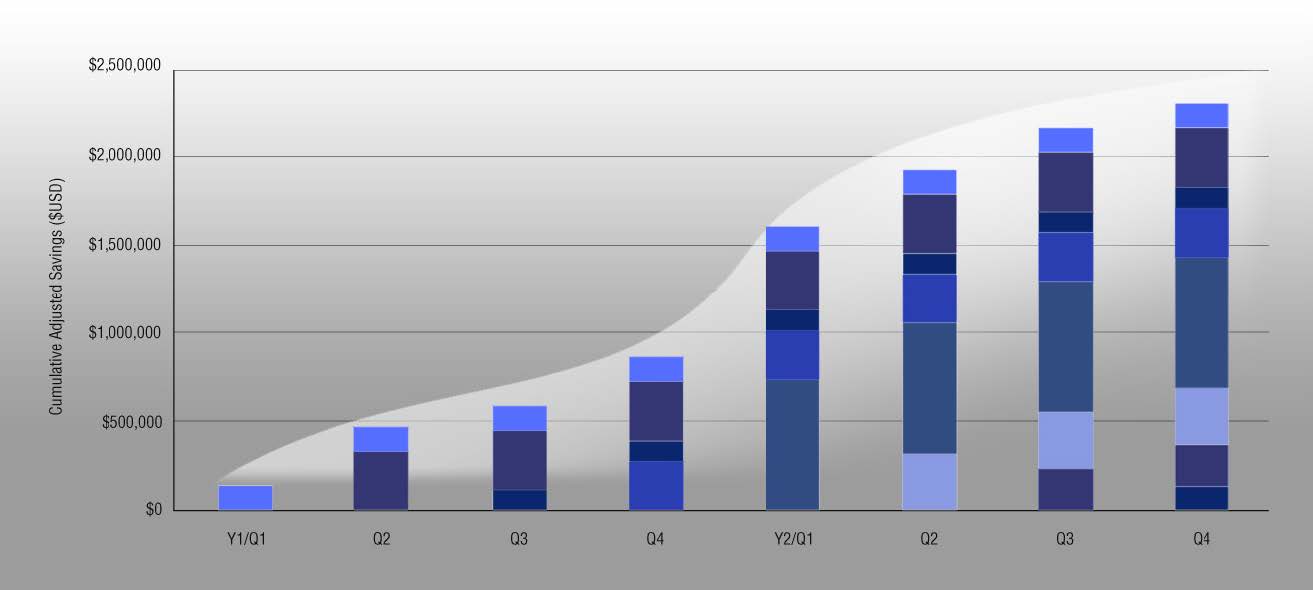
Figure 2: A MineCare customer’s cost savings demonstrates the sustainable opportunity of a proactive maintenance organization.
Conclusion
Failure Mode Effects Analysis (FMEA) is a proven
methodology that identifies the conditions necessary to make a maintenance organization successful, and is a key part of configuring and using MineCare technology to reduce maintenance costs. The FMEA process selects specific conditions as indicators of impending failure and determines actions required to avoid each failure condition. Effective implementation, documentation, and sustainability of both technology and process have enabled this customer to become a leading example of predictive equipment monitoring.
The total adjusted savings are just 12% of the “worst case” avoided costs after the failure cost recovery factor was applied. This very conservative model still produces an annualized savings of $14,680 per truck, which translates to a return on their MineCare system investment of less than one year.
Failure Modes Effects Analysis
Key Process Step or Input
Potential Failure Mode
Potential Causes
Potential Failure Effects
What is the process step or input?
In what ways can the process step or input fail?
What causes the key input to go wrong?
What is the impact on the key output variables once it fails (customer or internal requirements)?
SEV
OCC
Actions Recommended
Actions Taken
How severe is the effect to the customer?
How often does the cause or failure mode occur?
What are the actions for reducing the occurrence of the cause, or improving detection?
Note the actions taken. Include dates of completion.
System: Engine
Subsystem: Cooling
Failure Modes
Failure Causes
Failure Effects
Blocked/plugged
Distorted
Jammed
Overheated
No Lubrication
Degradation of Function
Machine Shutdown
Reduced Efficiency
Reduced Life of Asset
Seized
Corroded
Operator Induced
Loose
Fused
Impaired Function
Loss of Safe Working Condition
Foreign Particle Ingress
Inadequate Motive Force
Thermal Shock
Eroded
No Lubrication
Corroded
Overheated
Process Flowbypasses
Total Loss of Function
Operation Parameters Breached
Machine Tripped
Figure 3: Failure Mode Effect Analysis (FMEA) determines actionable steps to prevent failure from occurring
Update
The initial 22-month study was just the beginning for this proactive maintenance organization. The customer reported greater acceptance and refinement of their proactive maintenance processes in 2010, and has since reported an increase of their annualized cost savings figure to $53,760 per unit monitored, using the same conservative failure cost recovery factor.
POTENTIAL COST AVOIDED:
$53,760
Per truck/year
