Reduce Engine Failures and Cut Maintenance Costs on Haul Trucks
A MineCare customer shares how they protect haul truck engines and turbochargers from catastrophic failures with effective use of real-time data, avoiding $750,000 in maintenance costs in just a few months time.
CASE 1
Low Horsepower on Komatsu 830E Haul Truck
CASE 2
High Exhaust Temperatures and Temperature Differential
CASE 3
Low Boost Air Pressure

Challenge
Today’s mining haul trucks have powerful diesel engines for hauling heavy loads, using huge volumes of compressed air to burn fuel efficiently. Turbochargers provide a continuous stream of boost air to make this possible, and any disruption to this flow can have detrimental effects.
The following examples of problems related to turbochargers illustrate how potential disasters can be averted through the effective use of real-time monitoring tools.
Solution
With the majority of mining mobile equipment running high power diesel engines, failures are common and many go unnoticed until additional damage occurs.
MineCare is the only system available with plug-and-play interfaces to the majority of mining equipment manufacturers. It is the only real-time maintenance monitoring system that can be deployed on many types of machinery with little preparation, allowing maintenance departments to immediately monitor and prevent avoidable maintenance costs. By proactively handling real-time data and alerts from equipment, Modular customers are empowered to respond to day-to-day operations, preventing failures, reducing downtime and maintenance costs, and maximizing valuable resources.
Overall Outcome
$750,000 in maintenance costs avoided.
“The real-time proactive features of the MineCare system are directly attributable to reducing turbocharger failures, resulting in significant maintenance cost savings at our operations.”
– Corporate Reliability Advisor
Case 1: Low Horsepower on Komatsu 830E Haul Truck
After the MineCare system signaled a low horse power alarm, the maintenance team responded to find broken bolts on one of the haul truck’s rear turbochargers.Consequently, the engine was shut down, preventing catastrophic failure and avoiding a potential cost of $288,000 in maintenance repairs.
A low horsepower alarm (Figure 1) on a haul truck, from the on-board Cummins Cense interface, sent the maintenance team jumping to action.
Figure 1: Low horsepower event triggered from the GE interface in the MineCare system.
The alarm indicated that the propulsion system adjusted HP load on the engine had been reduced to its minimum value for an excessive period of time.
Upon receiving this alarm, the MineCare attendant immediately notified the operator, confirming what seemed like a low engine power condition. A real-time monitoring (RTM) session was launched to pinpoint the issue, providing a graph that reported a low horsepower of 0.64KW and other abnormal indications.
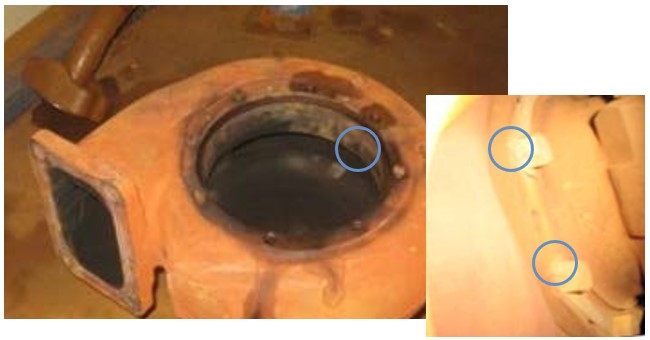
Figure 2: When turbo housing bolts fail (circled above), intake pressure is lost as the housings begin to separate.
As a precaution, the truck was immediately shut down while the maintenance team analyzed the data sent to them by the MineCare attendant from a remote monitoring center. Using that data, the breakdown crew knew exactly where to look as they inspected the engine, quickly confirming that bolts had broken on the snail casing of the right-hand turbocharger. The casing had begun to separate from the turbine cover (Figure 2) resulting in a loss of horsepower.
Outcome
Using the MineCare system’s real-time diagnostic tools, the on-site maintenance team worked closely with the MineCare attendant in a remote location, quickly troubleshooting and protecting an engine turbocharger from catastrophic failure.
POTENTIAL COST AVOIDED:
$288,000
Case 2: High Exhaust Temperatures and Temperature Differential
Following a high exhaust temperature alarm received by the MineCare system, the maintenance team quickly diagnosed a turbocharger failure in progress and shut down the truck to prevent catastrophic engine failure, avoiding a potential cost of $188,000 in maintenance repairs.
Similar to Case 1, the MineCare attendant received an alarm from a different mine site on the Incoming Notifications screen, signaling both high exhaust temperature and low boost pressure alarms on the right-hand exhaust bank (Figure 3) for a Komatsu 830E haul truck.
The experienced maintenance staff attributed a sudden and mismatched rise in cylinder temperatures to either turbocharger failure or loss of intake manifold pressure due to a leak. Because both scenarios can cause a shortage of boost air intake, real and validated data was needed to troubleshoot the defect.

Figure 3: Alarms indicating a sudden rise in right hand exhaust bank temperatures and an overall loss of intake manifold pressures. Event 20435, when expanded in Figure 4, shows the difference between right and left exhaust temps more clearly.
On receiving this alarm in the Incoming Notification screen, snapshots were opened (Figure 4). MineCare data confirmed that the right-hand side of the engine was running 200-250 degrees hotter than the left-hand side of the engine; based on this validated information, the truck was shut down within 2-3 minutes of the initial alarm.
The breakdown crew found that a hose between the turbocharger and aftercooler had detached, preventing the compressed air from reaching the right bank of cylinders and elevating their temperatures. This leak also caused the original low boost pressure alarm. The breakdown crew fitted a new hose and clamp to the turbo-charger (Figure 5), and the truck was immediately sent back to work.

Figure 5: Example of the hose that detached from the turbocharger and aftercooler.
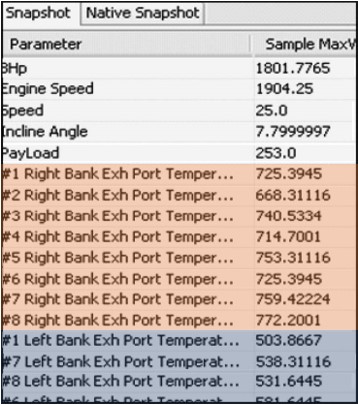
Figure 4: Snapshot data from event 20435 shows a difference of roughly 200 degrees between right (orange) and left (blue) exhaust temperatures.
A similar defect related to boost air pressure was observed on another truck engine, and the RTM feature was used to validate the exhaust temperature. Figure 6 is shown at right for comparison with Case 2, and for general informational purposes highlighting the capabilities of the MineCare system.
Outcome
Working together from remote sites, and using both the MineCare system and their experience to quickly identify rising temperatures, the maintenance team diagnosed an impending failure in just a few minutes time, shutting down the truck before costly engine damage occurred.
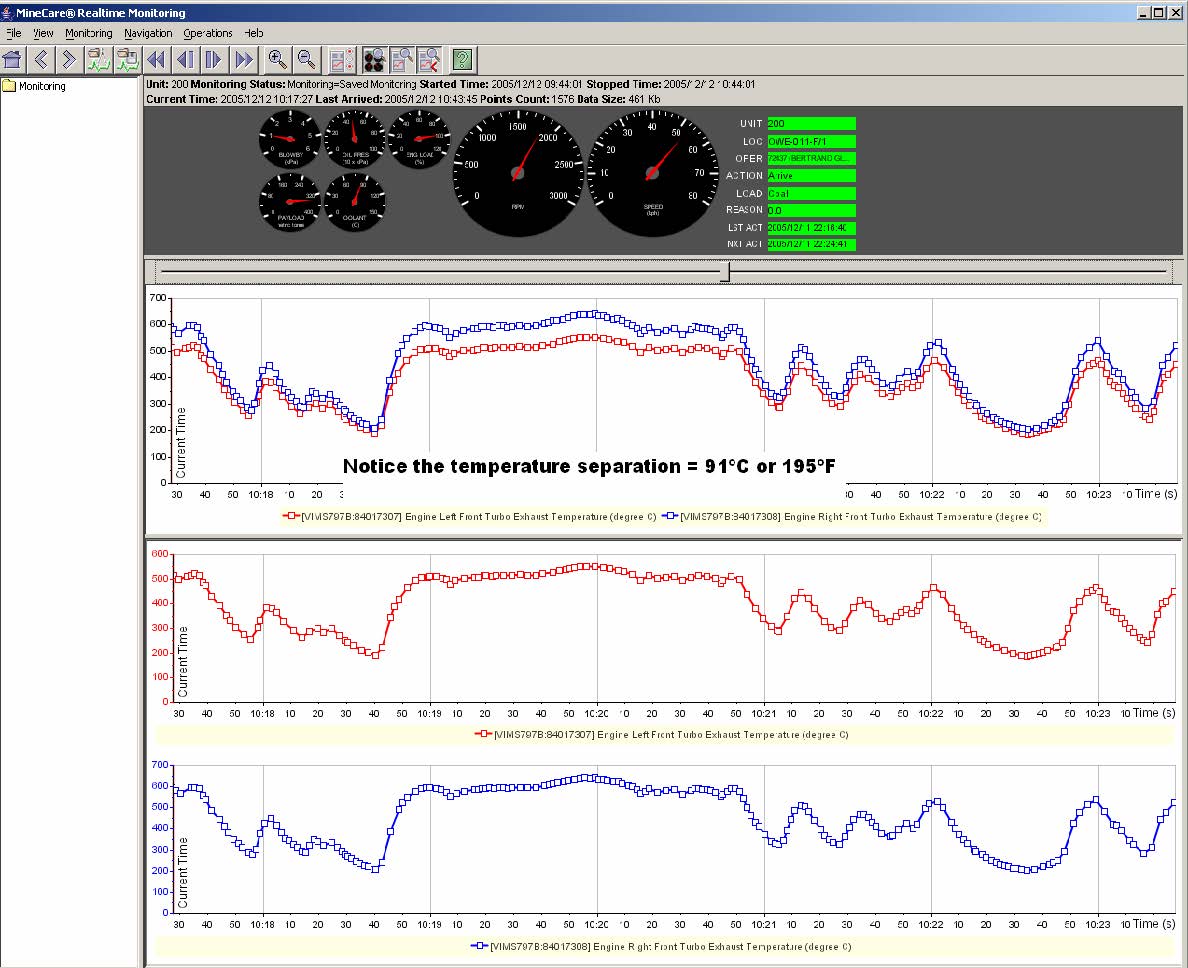
Figure 6: Example of how the MineCare system can be used to prevent a turbocharger defect by monitoring exhaust temperature differential.
POTENTIAL COST AVOIDED:
$188,000
Case 3: Low Boost Air Pressure
The MineCare system received alarms indicating both a low boost pressure and an abnormal exhaust temperature from a haul truck. The maintenance team quickly diagnosed a fault in the turbocharger and shut the truck down, preventing catastrophic failure and avoiding a potential cost of $280,000.
When the MineCare attendant received a low boost air pressure alarm from a haul truck engine, a realtime monitoring session was initiated to identify the fault by polling all the relevant engine parameters under load. A snapshot of parameters revealed low boost pressure from the left-hand intake manifold, and a distinct separation of the exhaust temperatures between the left- and right-hand exhaust manifolds.
The MineCare attendant immediately questioned the operator about the truck’s performance, and the operator indicated a brief loss of power. A nearby operator simultaneously reported smoke coming from the problem truck’s exhaust.

Figure 7: The dismantled turbocharger’s turbine vanes are exposed, showing the damage they suffered during the incident.
Upon analysis of the snapshot data, the MineCare system attendant requested the problem truck to park up in a safe place immediately. The breakdown crew found that the turbocharger had failed due to several bolt failures on the snail housing, causing the turbine vanes and the turbine housing to come into contact (Figure 7).
The snapshot captured by the mine’s maintenance team (Figure 8), displays left and right bank exhaust temperatures with the difference between them shaded in yellow. Purple and green colored ovals highlight the two different groups of exhaust temperatures. Similarly, the yellow circle near the X-axis highlights the difference in boost air pressure of each side of the intake manifold.
Outcome
Working together from remote sites, and using both the MineCare system and their experience to quickly identify rising temperatures, the maintenance team diagnosed an impending failure in just a few minutes time, shutting down the truck before costly engine damage occurred.
POTENTIAL COST AVOIDED:
$280,000
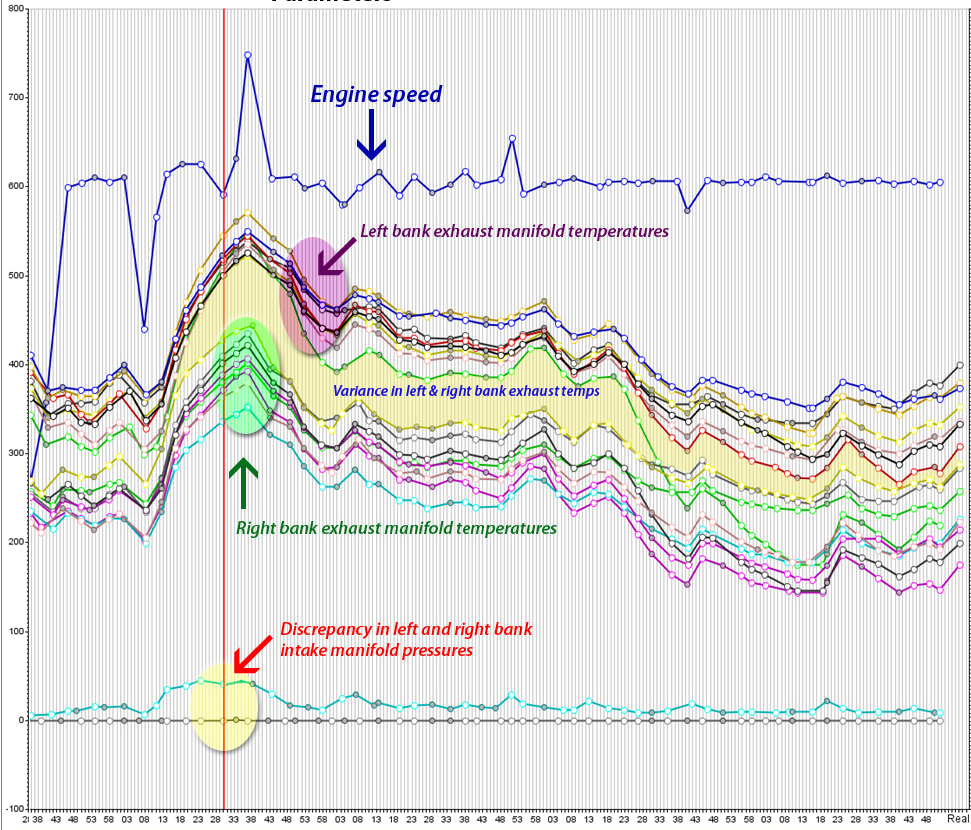
Figure 8: Snapshot of exhaust temperature and intake manifold pressure differential. The gap between right and left bank exhaust is highlighted in yellow.
