Predictive component monitoring helps South American coal mine drive shovel availability by 11.6%
Original Equipment Manufacturers (OEMs) specify intervals at which the components in their heavy mining equipment should be replaced to prevent component failure or operator injury. While many mine sites follow these OEM specifications carefully, it’s a well-known, and commonly accepted, practice to push equipment beyond these recommended intervals – especially in today’s unpredictable, COVID-19 climate, in which mining organizations large and small need to get more from their existing equipment. Extending component uptime successfully and safely requires careful, thorough monitoring of a plethora of related component parameters. It’s often a monumental task but is made much easier with the help of the MineCare® Maintenance Management system.
LOCATION
Coal Mine in South America
GOAL
Actively monitor engine and component condition to safely increase shovel operating hours and availability
RESULTS
More than 11% increase in shovel engine hours and availability

Challenge
A coal mine in South America has leveraged the MineCare system, as well as a dedicated, on-site team of MineCare experts, since 2011. Prior to the COVID-19 outbreak, the mine asked for Modular Mining’s help in extending the engine life in one of their excavators, recognizing the potential opportunity to reduce or delay the excavator’s maintenance costs while safely maintaining its productivity. While the OEM specified engine replacement at 12,000 hours, the mine wanted help running the excavator for at least an additional 1,000 hours beyond that specification.
Solution
The mine’s maintenance crew worked with the on-site MineCare analysts to implement a plan to safely increase engine life, without risking damage to additional components. By carefully monitoring critical engine parameters, analyzing the data collected, and immediately reporting anomalies to the maintenance crew for repair or replacement before failure could occur, the team was confident the MineCare system could help the mine hit their excavator longevity goals.
First, the MineCare team, together with the mine’s maintenance personnel, configured the MineCare system’s trend reporting functionality to monitor, among other parameters, the excavator engine’s:
- Coolant temperature and pressure
- Oil temperature
- Intake manifold temperature
- Crankcase pressure
- Exhaust gas temperature on all valves
Using the data collected from the above engine parameters, which are all common indicators of potential engine failure, the MineCare team established predictive inspection routines to detect anomalies that could indicate a potential or impending failure. For example, premature oil degradation, ruptured seals, damaged intake and exhaust valves, oil leaks, and other seemingly minor issues, if left unresolved, can lead to significant engine damage. Leveraging this more proactive approach to their component failure practices, the maintenance team could now effectively minimize their mean time to repair (MTTR) and overall likelihood of component failure, while safely maintaining excavator productivity well beyond the 13,000-hour OEM specification.
The MineCare team also conducted weekly follow-up meetings with mine personnel to evaluate results, including a detailed analysis of the MineCare Trend report generated for each tracked parameter. These meetings helped ensure not only that the activities performed while the team was on site were driving the customer’s goals, but also that the mine was equipped and empowered to continue the improvements after the MineCare team left.
Results
For the 6 months prior to Modular Mining’s involvement, the excavator in question averaged 62.4% availability. In the 6 months following, the excavator averaged 84% availability, representing an 11.6% increase.
Additionally, by the end of the MineCare team’s improvement plan, the excavator engine had clocked nearly 14,500 hours – exceeding the initial goal of 13,000 engine hours – for an increase of more than 11% (figure 1).
Lastly, the mine was able to postpone replacement of their excavator engine, delaying the more-than US$400,000 labor and component cost associated with engine replacement, for a more opportune time.
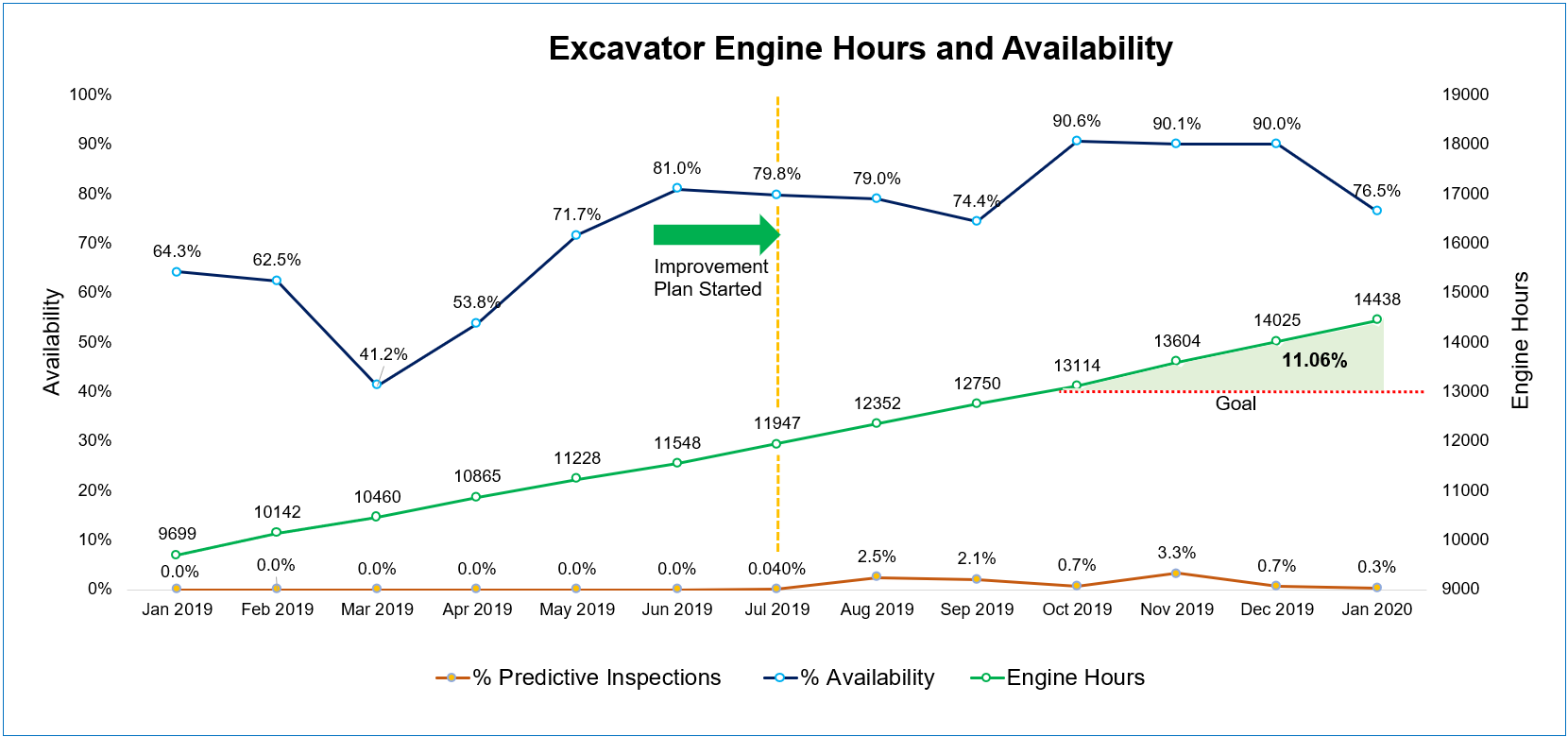
Figure 1. By the end of the MineCare team’s improvement plan, the excavator engine’s runtime and availability increased by 11% and 11.6%, respectively.
Conclusion
Maintenance teams can gain more control of their practices, equipment, and budget by leveraging an asset health system that actively monitors for minor anomalies to prevent major disruptions. By relying on the MineCare system’s custom trend monitoring capabilities to identify potential engine problems early, the mine safely and successfully increased both the longevity of their excavator’s engine life and overall equipment availability. In a world as vastly changing and unpredictable as ours has become, asset health solutions like the MineCare system provide maintenance teams, and miners in general, predictability.
